产品差异化是当今化工生产商的游戏规则。曾经提供与竞争对手的产品几乎无差别的简单产品(如家用漂白剂)的公司,现在生产着令人眼花缭乱的混合物。
这些更复杂的产品对化学混合和配料系统提出了新的要求。
“最初,这些系统非常基础,通常只是稀释浓度较高的化学品,”Powell首席执行官 Brent Hardman 表示,“随着时间的推移,这些系统不断发展,现在必须混合多种化学品,以配制包括香料、表面活性剂和其他物质在内的配方。”
Powell 专注于定制的滑动式安装加工设备,自 1964 年以来一直在帮助化工生产商应对当代挑战。如今,Powell 的设备已遍布 40 多个国家/地区,并生产了北美 80% 的次氯酸钠(漂白剂)。这家总部位于密歇根州的公司还因其化学混合和稀释系统而闻名遐迩。
批次系统挑战
搅拌和混合系统是化工生产过程的核心。在前端,这些系统与原材料来源相连。系统输出被分配到灌装或包装系统,或者成为后续过程的饲料商品。
几十年来,批次处理设备一直是化学混合和混合的标准。 批次系统对一定量的材料执行一系列步骤。 批次完成后,必须停止系统并彻底清洁,然后才能执行下一个批次。
随着配方变得越来越复杂,切换频率也越来越高,现有批次系统的缺点逐渐显露出来。
Hardman 表示:“使用批次系统,转换过程会有大量停机时间。由于系统基于总罐体积,最终会造成大量原材料浪费。”
为应对这些挑战,越来越多的 Powell 客户正在将现有的批处理过程转换为在线连续系统。
更高的处理效率
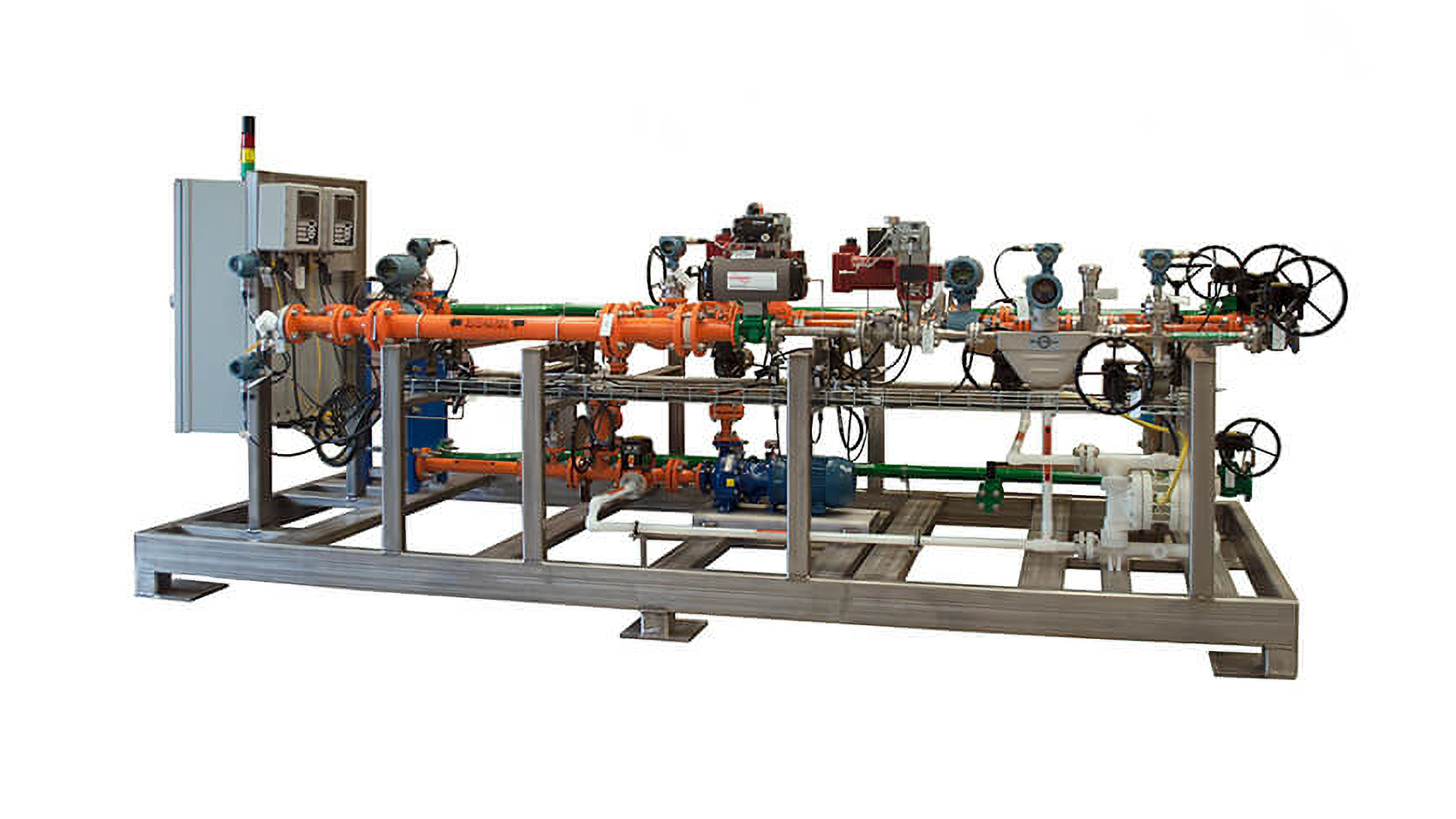
Powell 多流内联混合和调配成套设备是连续系统,可同时混合多种液体原材料流,精确度足以生产各种产品。
这些成套的成套设备安装在滑动底盘上,占用的地面空间极小 – 交付时已编程并准备好安装。
“多年来,我们积累了丰富的工程专业知识,使我们能够定制每个系统以满足非常精确的产品规格,”Hardman 解释道。“结果是可重复的最终产品,并且比批量系统的原材料损失更少。”
该在线系统使用容积式流量计和其他工具自动持续测量每条物料流。系统保持每种物料与整体的比例,符合配方要求。
控制系统会持续监控过程,并编程为在出现过程异常时立即自动调整物料流速。静态混合器会持续混合物料流,以形成均匀的物质。
“通过在线混合和搅拌,我们可以更轻松地从一个配方过渡到另一个配方,”Hardman 说。“而且,由于不涉及大型储罐,我们可以尽可能地减少清洗所需的时间和水量。”
Powell 系统还包括在线清洗 (CIP) 功能。在大多数情况下,CIP 功能是自动的,并作为特定混合物配方的一部分。
面向未来的控制系统
无论应用如何,Powell 解决方案均基于罗克韦尔自动化的 PlantPAx® 分布式控制系统 (DCS)。根据复杂性,系统可在 Allen-Bradley® ControlLogix® 或 CompactLogix™ 可编程控制器上运行。系统集成在 EtherNet/IP™ 网络上,HMI 通常包括 Allen-Bradley PanelView™ 图形终端或 VersaView® 瘦客户端。
20 世纪 80 年代中期,公司在将系统从继电器逻辑转换为 PLC 时首次与罗克韦尔自动化合作。自那时起,Powell 不断移植新技术以满足客户需求。
Hardman 表示:“我们从罗克韦尔自动化平台获得的最大好处之一是未来变更的灵活性。我们的控制系统的主干使我们能够以极低的成本轻松地为客户添加新功能。”
目前,公司正在探索将更多数字技术添加到其系统中。
Hardman 表示:“这就是未来的趋势。无论是数据分析、远程监控还是人工智能,我们都在不断寻找经济高效的方法来帮助改善我们为客户提供的服务。”